There is a significant relationship between food properties and food processing principles in Food science and nutrition. Food properties involve color, texture, density, viscosity, and water activity. However, food processing principles include various techniques that help improve food preservation and ensure the nutritional status and safety of the product.
This article will teach you about food properties and the principles of processing. It will help you understand how food’s physical, biological, and chemical properties affect food quality and consumers’ demand. The principles of food processing guide how we process, preserve, and distribute food to consumers. These key points give a better understanding of the complexity of food and advanced technologies in food sciences and nutrition.
1. Physical Properties
1.1 Density and Specific Gravity

Density is the ratio of the material mass to its volume calculated by dividing the mass by volume. Its SI unit is kg/m3 and g/cm3. Density refers to the compactness of food material. For example, a slice of bread is less dense than a gooey candy bar, and bread is airy and spongy. Density depends on how the material is closely packed and incorporates water, air, solids, and fats in it. Food material that has more air is less dense.
An example of ice cream has a fluffy and light texture, more air, and low density. The addition of milk to the ice cream makes it light. Food that has low water content and high compact solids is denser. We prepare fruit concentrates by heating the pulp of fruit to remove the water content. This increases density, heat transfer, and shelf life, lowering the transportation cost.
Specific gravity is the same term as density, but it doesn’t have a unit. Dividing the density of a solute by the density of a liquid (water) yields a unitless value. We use specific gravity for liquids such as beverages and in the beer industry. For example, in barley, brewers check the specific gravity of the wort extract to determine its alcohol content. Specific gravity and alcohol content have an indirect relationship.
1.2 Viscosity

Viscosity is the thickness of the liquid flow and internal resistance to the material flow. It is termed as how runny and thick a liquid material is. For example, ketchup or corn syrup has higher viscosity than water. The study of his viscosity involves several flow behaviors that are discussed below:
Pseudoplastic flow: When you mix the fluid, it becomes thinner—for example, yogurt.
Viscoelastic flow: Fluid that flows like a liquid and has elastic properties. But it does not go back to its original state after stretching force.
Dilatant flow: The more you mix the fluid, the more it will become thick
Bingham flow: When you apply stress to fluid, it will flow like a liquid.
Newtonian flow: Fluid thickness remains the same, even after mixing—for example, juices and water.
1.3 Water Activity
Water activity is the water content in the food product, free or bounded state. Free water is available for the chemical reactions in the food, growth media for microorganisms, and bacteria for spoilage. Water activity is termed as 0 or 1; 0 means no free water (dry), and 1 means free water is maximum (pure water). It is the main reason for the food spoilage. Drying the food, adding solutes, freezing, and combining these effects—such as salting and drying meat—affect water activity.
1.4 Surface Activity
Surface activity in the food includes several properties listed below

Surface tension: It is the force that acts perpendicular to the surface of liquid from intermolecular chemistry at the food surface. To decrease the surface tension in the food, we can use surface active agents like emulsifiers and seconds.
Texture and mouthfeel: Surface active agents help retain the food’s mouthfeel and texture. They also provide a creamy and smooth texture to food products—e.g..,ice cream and bread. Foaming agents, such as whipping cream, give the food a light and airy texture.
Rheological properties: Surface-active agents affect the rheological properties involving viscosity and elasticity in food. Chefs use foaming agents in the preparation of sauces and dressings.
Emulsification properties: Surface-active agents stabilize and emulsify mixtures formed by combining immiscible liquids such as water and oil.
Foaming property: Foaming stabilizes gas bubbles in the liquid. In food, surface-active agents reduce surface tension, stabilize, and form foams.
2. Biochemical Properties
2.1 Acid, Bases, and PH
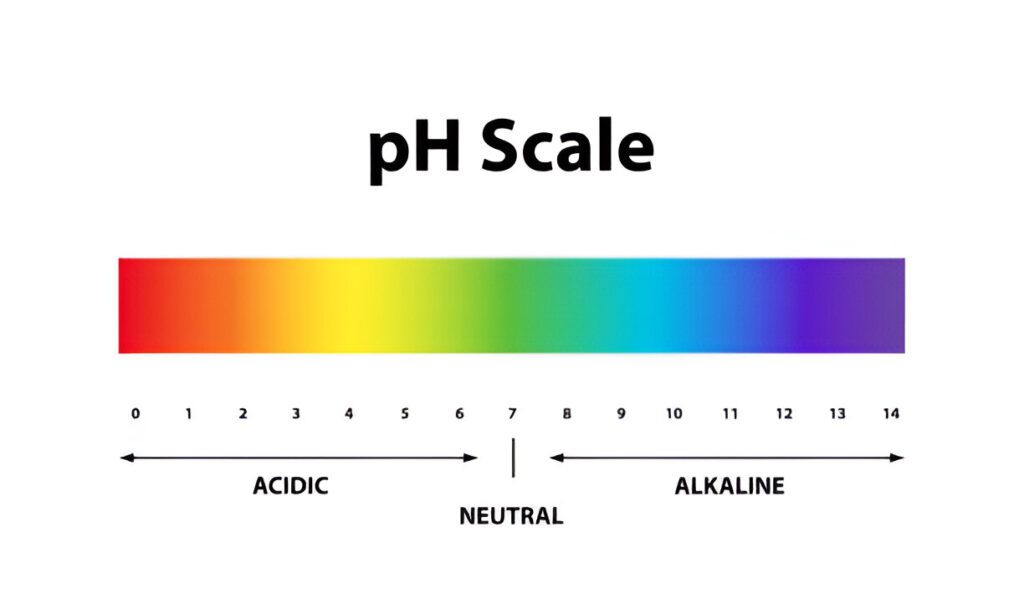
The term PH is abbreviated as potential hydrogen. This means that the acidity and basicity of the food substance depend on the amount of hydrogen in the solution. PH value ranges from 1 to 14. PH below seven means highly acidic food, and above 7 means highly basic. We prepare some food products, such as ketchup, mayonnaise, and sauces, with a set pH of 3.4 or less to prevent the growth of microorganisms that cause food-borne illness. Managing the PH of food according to standards is necessary to ensure the safety of food and the taste balance of the food product. Because ,food tastes better with an acidified taste. PH is vital to providing gel-like structures in jam and jelly-like food products.
Acidity is the amount of acid in food, while PH tells us about the amount of acid. Acidity in the food means acidic compounds provide a sour taste to modify aroma and flavor. Common acids are: Lactic acid, citric acid, malic acid, acetic acid, tartric acid, and phosphoric acid.
Bases have different properties from acids. They can be weak or strong, like acids. Bases taste bitter and are not frequently found in good comp compared to acids. They are slippery and soft to the touch, like soaps. Bases give color to indicators, such as phenolphthalein turning pink and litmus turning blue. These are used to make antacids to neutralize acidity in the stomach.
Bakers use bases like sodium bicarbonate, ammonium bicarbonate, and potassium bicarbonate.
2.2 Redox Potential
Redox (oxi reduction) is the sum of all the free radicals, oxidizing oxygen, oxidized metal ions, hydrogen peroxide, and reducing elements such as thiol-containing molecules, Vitamins, and reduced metals in food. Redox potential is an indicator of microbial growth, both qualitatively and quantitatively. When redox potential decreases, microbial growth increases.
3. Engineering Principles of Food
3.1 Mass transfer and Mass Balance

Mass transfer is essential for food processing, such as extraction, drying, fermentation, and distillation. It is the mass movement from one place to another in different phases, like liquid, solid, and gas. Material or mass balance is the mass movement entering or leaving a food system called Mass Conversion. It’s crucial to analyze food processing.
- Water is removed during drying, so water mass is transferred from food to its surroundings.
- Mixing of the food for the homogeneous substance in it for better quality.
- Extraction involves mass transfer, such as oil or flavor extraction.
- Fermentation is the process by which mass is transferred from one phase to another, and it is also an example of mass transfer.
3.2 Fluid Flow
Fluid flow is the principle of food that ensures hygiene and processing efficiency. It involves the systems of Bernoulli’s principles, such as the Reynolds number, to differentiate between turbulent and laminar flow. Researchers use the Hagen-Poiseuille equation to understand the flow rate of viscous fluids such as ketchup and sauces. In fermentation and marination, practitioners apply Fick’s law of diffusion.
3.3 Phase and Glass transition
Glass transition, denoted as TG, is a physical characteristic of food polymers. It is the temperature at which food polymers change from hard to soft texture. Food polymers are starch and non-starch polysaccharides and proteins. Polysaccharides can be glucose, arabinoxylans, and cellulose. Glass transition results in chemical and physical changes in the food product during processing.
3.4 Heat Transfer
Heat is transferred from one place to another through conduction, convection, and radiation.
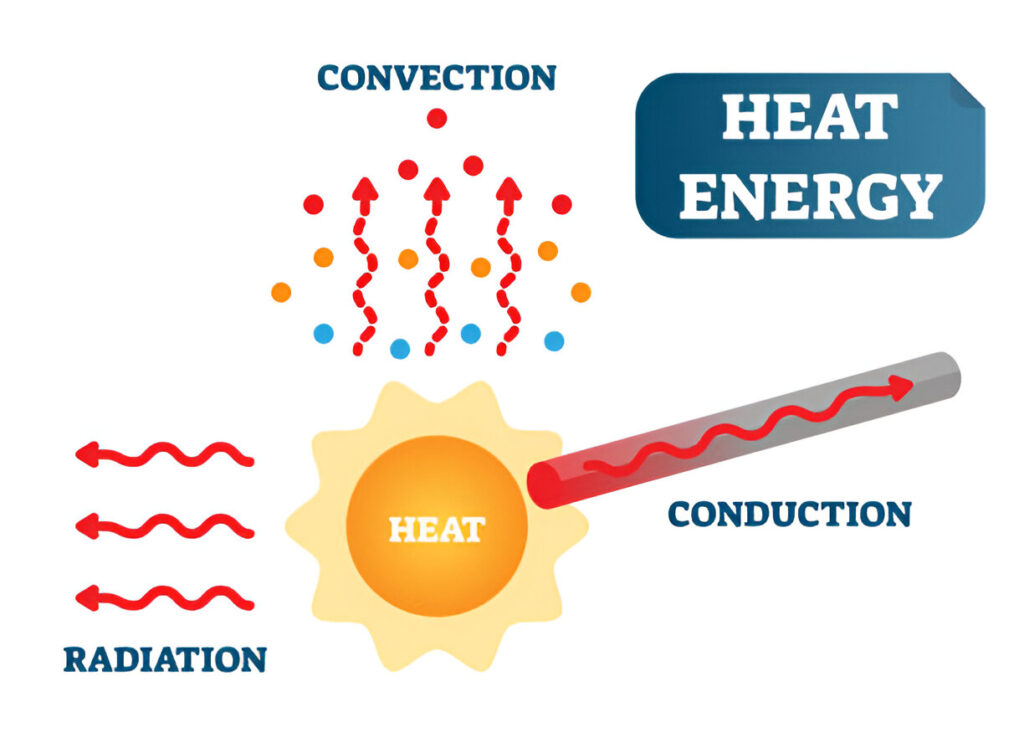
- Conduction: Grilling steaks on a pan on the stove
- Convection: Cold water on frozen food for the thawing process
- Radiation: Roast marshmallows on fire
3.5 Type of heat exchangers
There are certain types of heat exchangers:
- Plate heat exchanger
- Regenerative heat exchanger
- Counter flow heat exchanger
- Double pipe heat exchanger
- Shell & tube heat exchanger
- compact heat exchanger
3.6 Effect of Heat on Microorganisms and Enzyme
High temperature or heating significantly affects the physiological and enzymatic changes in food. High temperature destroys the structure of the membranes of sporulating and non-sporulating bacteria in protein, ribosomes, RNA, DNA, and enzymes.
So, heat can kill microorganisms by changing their membrane and proteins. The thermal death point of microbes is the lowest temperature at which all pathogens are destroyed within 10 minutes of exposure.
3.7 Effect of Heat on Nutritional & Sensory Characteristics of Food
High temperature denatures the protein and alters the food’s texture, flavor, and aroma. When food is heated, enzymes break down sugar and starch, thickening the liquid. Fats melt at high temperatures, while heating or cooking does not affect minerals and vitamins; however, vitamins and thiamine can be reduced.
3.8 Source of Heat and Method of Application to Food
Steam, dry steam, or water are the heating sources, and the temperature for the process can be increased as per requirements. The heat transfer method can be water, steam, or dry heat transferred by conduction, convection, or radiation.
3.9 Energy use & methods to reduce energy consumption
Food processing requires a significant amount of energy to complete the process. The energy source is electricity, which is used to power the machinery and motors of equipment in food processing.
Water and heated air are used for many purposes, and energy is from various sources, such as coal, natural gas, or oil.
- The total energy required per kg of retail food is almost 50-100MJ.
- Train staff to switch off the lights when they are not needed.
- All switches should be labeled to know which one controls the light.
- Use natural light by opening the windows.
- Use LED bulbs rather than light bulbs.
- Use daily light sensors, time switchers, and movement detectors.
4. Process Monitoring and Control
4.1 Process Analytical Technology and Quality By Design
Process Analytical Technology (PAT) in the food processing industry monitors and controls the food processing chain using analytical methods. Critical parameters for the monitoring are moisture content, pH, temperature, and chemical composition.
PAT detects deviation from the standard parameters and provides corrective actions to reduce waste and loss. Consistent process control and monitoring help reduce the testing and recall of the end product, which results in improved efficiency and production.
Quality By Design (QBD) in food processing is a system that improves product quality and design. It involves designing and developing risk management, process knowledge, and regulatory alignments. Qbd works on the food process plan to identify the final product’s critical control points and critical process parameters. It helps assess risk, detect problems in the process, and eliminate safety risks.
4.2 Sensors
Sensors are of significant importance in monitoring and control in the food processing industry. It involves temperature, pressure, flow, and PH sensors.
Resistance temperature detectors, thermocouples, and infrared sensors help monitor and control pasteurization, refrigeration, and cooking heat to ensure food quality. Pressure sensors are used in packaging and canning to maintain pressure for safe packaging and the end product. Flow sensors measure the flow rate of gases and liquids in the production chain to ensure continual delivery and product quality. pH sensors monitor the acidity level in food, such as beverages, dairy products, and fermented products, to ensure safety and the desired range.
4.3 Process controllers
Process controllers are significant in processing for maintaining optimal:
Different types of controllers exist, such as PID controllers, PLC programs, fuzzy logic controllers, Supervisory Control Data Acquisition (SCADA), Distributed Control Systems (DCS), fuzzy logic controllers, and model predictive controllers.
4.4 Software Development and the Internet of Things
Software development and the Internet of Things are helping to monitor and control food processing and offer enhanced quality. They contribute with developed technologies such as IoT sensors and connectivity, cloud computing and big data, remote monitoring and control, predictive maintenance, automation or optimization, quality assurance, and compliance.
4.5 Neural Networks, Fuzzy logic, and robotics
These advanced technologies optimize the process and help monitor and control the food processing chain.
Neural networks involve analyzing sensor data, deep learning models, and previous records to improve the process. They provide outcomes and detect problems to reduce waste and ensure product quality.
Fuzzy logic helps in food processing. It works like a human and helps us decide about different functions and control conditions such as moisture and temperature.
Robotics provides us with a significant edge in food processing. It helps handle and pack different food items, which is hard for humans. Advanced robotic systems reduce human contact, automate tasks, and efficiently handle complex systems.
5. Hygienic Design & Cleaning of Processing Facilities & Equipment
5.1 Hygienic design
Hygienic design for food processing maintains the quality and safety of food products. It includes the following points:

- Material selection (ease of cleaning, smooth and non-porous)
- Smooth joints and surfaces
- Sanitary practices
- Clean in place (CIP)
- Proper Drainage
- Employee training and practices
- Pest management
5.2 Cleaning and sanitation
Cleaning and sanitation involve the following steps and practices:
- Build cleaning schedule
- Appropriate cleaning agents
- Proper cleaning practices
- CIP system
- Hygienic facility
- Employee training
- Inspections and audits
- Pest management
6. Water and Waste Management
Water and waste management in food processing lines helps maintain sustainability and meet regulatory complications. We should manage it using high-quality equipment and developed recycling technologies. It should also be free of contamination. Monitoring systems and sensors should be installed to track water usage and detect leakage.
We should design the process to produce waste, recycle it, and utilize the bioproducts for other purposes, such as bioenergy and animal feed. We filter wastewater and pass it through several treatments before prioritizing it for disposal. These practices collectively meet the food safety standards and enhance the quality system.
7. Conclusion
The properties of food and the principles of processing are directly linked. Developed technologies design food processes to enhance food’s physical and biochemical properties. It results in the high quality food product and customer’s satisfaction. Click here to learn more.